

Long-awaited Breakthrough - Hope Deepblue Fully Premixed Extra Low NOx Vacuum Water Heater was released recently.
Thanks to the countless efforts of R&D team, Hope Deepblue released the new product - Fully Premixed Extra Low NOx Vacuum Water Heater, which is a product developed with a tremendous amount of independent patented technologies, aimed at environmental protection, energy consumption reduction, efficiency improving. Let’s elaborate its charm as below.

What value it can create for customer?
1. Higher safety level - operating in negative pressure condition, no risk of explosion. Full filmed water wall structure, higher pressure resistance.
2. Lower emission - NOX≦20mg/m³under all load range.
3. Lower cost - Modular integrated design with intelligent load adaptive regulation function. Saving 5-10% operation cost than standard boiler.
4. Longer life span - 25 years life span, two times of standard boiler.
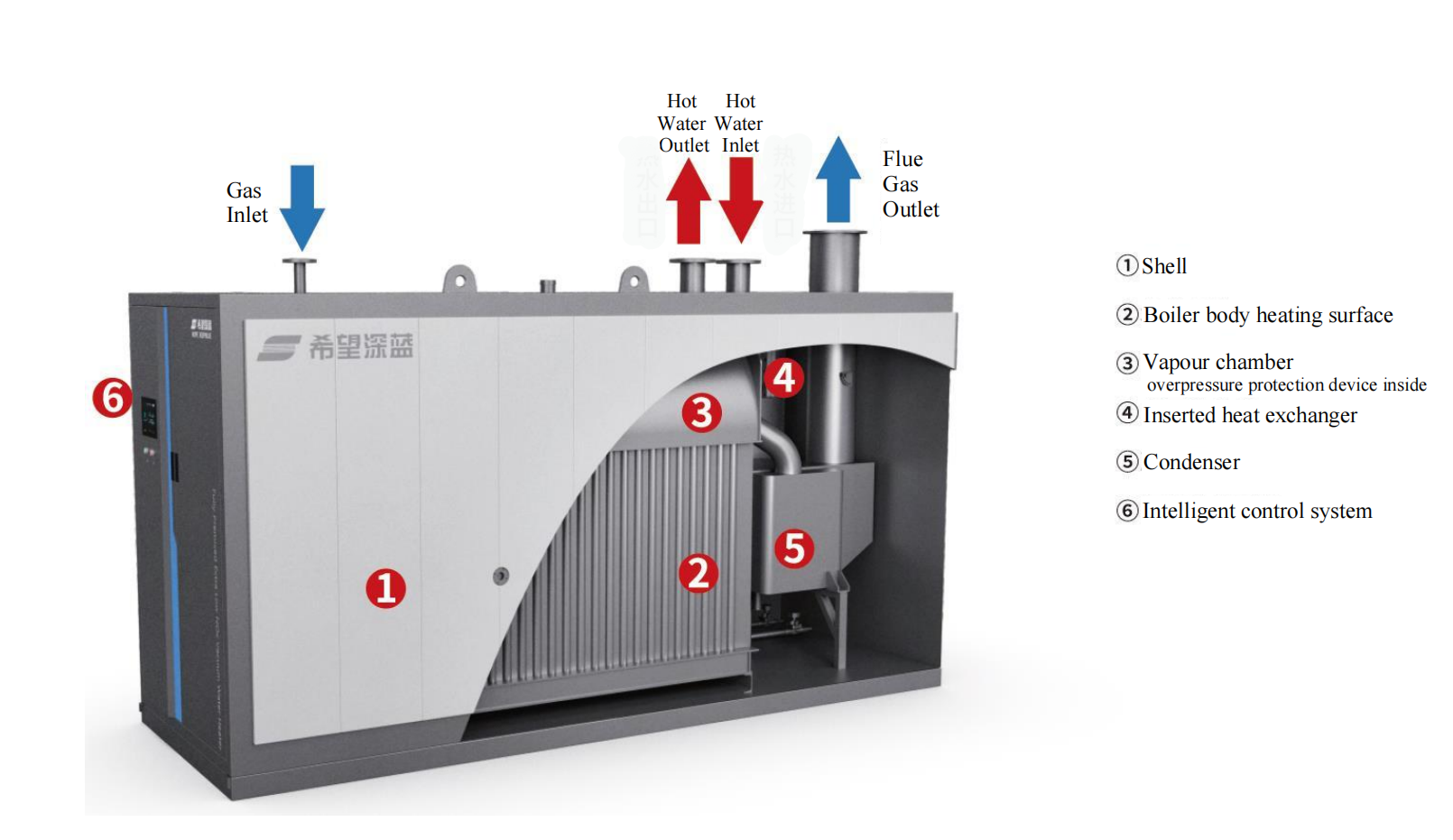
The fully premixed extra low NOx vacuum water heater adopts Deepblue micro-flame low-temp. combustion technology, to upgrade the traditional vacuum boiler, lowering operation cost and increasing unit efficiency on the premise of safety. The common fuel is natural gas, and its exhaust contains a lot of water vapor and latent heat, that’s why the unit is standard equipped with a exhaust condenser to recover the latent heat in exhaust. In ultimate state, the performance efficiency can be increased to 104% or higher.
Nitrogen Oxide (NOx) is the main reason of haze, acid rain, photochemical smog and other harmful weather phenomenon. In order to protect environment and human’s health, NOx emission shall be lowered as much as possible. During combustion process, the NOx content in exhaust will increase dramatically if the flame temp. is higher than 1200℃, which is the main control goal in Low NOx combustion project. Hope Deepblue innovated and developed the micro-flame and low-temp. combustion technology to minimize or eliminate the generation of NOx.
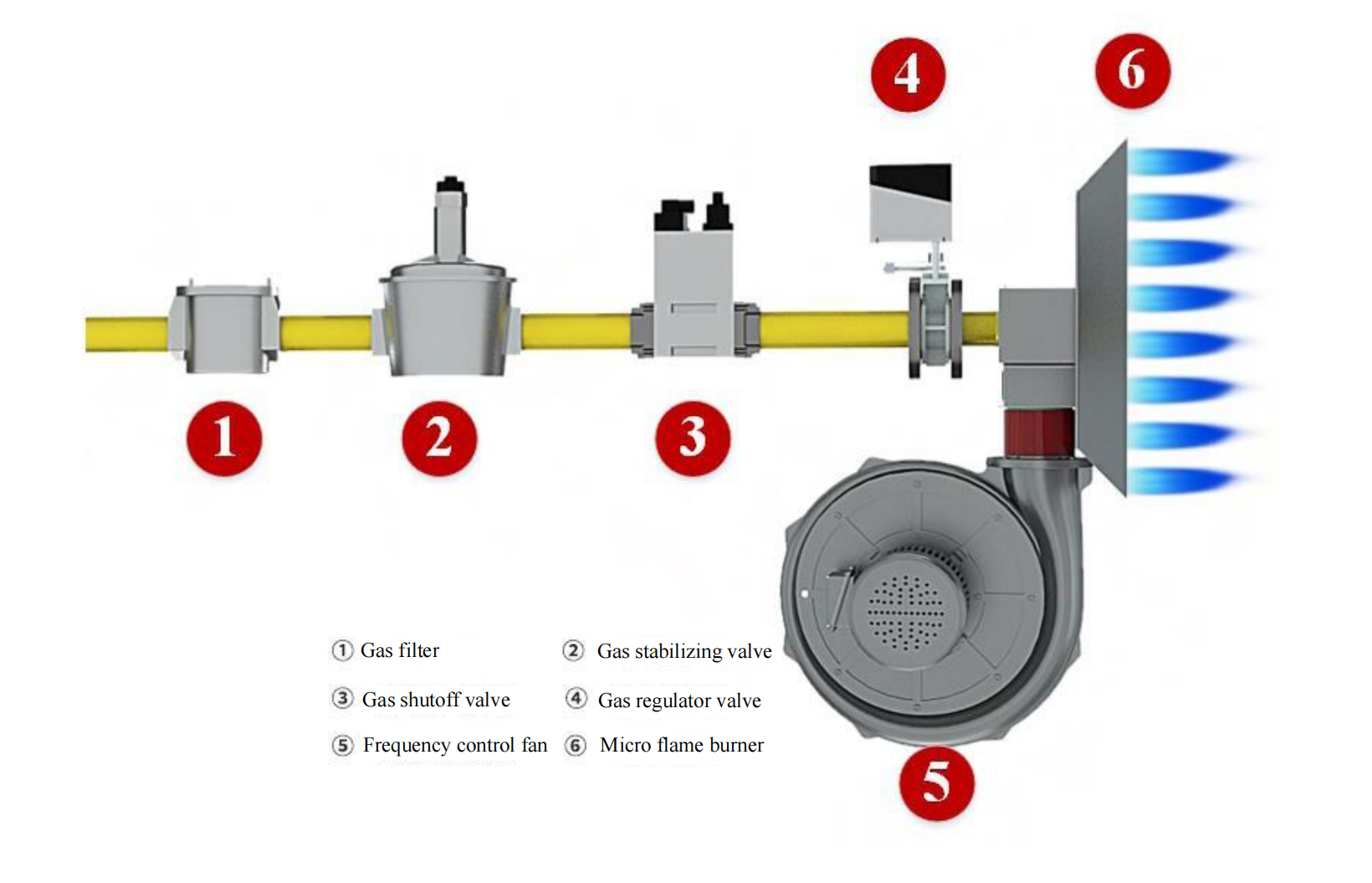
★ Flame cutting and grade combustion technology: Micro-flame, reduce initial energy of each flame, lower flame temp, fundamentally reduce the thermal type NOx generation.
★ Micro porous jet flame technology, physically prevent tempering and ensure the system’s safety.
★ Frequency control electronic proportional regulation technique: accurately control the oxygen content, eliminate instant NOx, and ensure efficient combustion and qualified emission.
In past years, Hope Deepblue contributed itself to providing high-quality vacuum boiler for many users, like public buildings hospitals, schools, hotels, shopping malls, CBDs and so on, establishing dozens of landmark projects, continuing build numerous successful applications, such as Hangzhou Asian Games Venue, West EXPO city in Chengdu, The headquarter of CITI bank in Shanghai, Chengdu Financial Innovation center, BOE, Wanda Plaza, Macalline, Hilton Hotel, etc.
The reason why many customer prefer Hope Deepblue’s product, not only because of its dominant advantages, like higher safety level, lower emission, lower operation cost, longer life span, but also Deepblue’s ingenuity and innovative design concept, such as water cooling structure of furnace wall, low surface temp, small heat radiation, single unit with multiple functions, the highest loop structure design in this industry meeting different temp. need of different area, the leading remote monitor system, real-time monitoring of unit’s operation status, predict fault and providing solution . Hope Deepblue’s R&D team insist in exploring the advance technology in heating industry, providing customer with high-efficiency, energy-saving, environmental product, and pursuing the dream of “Greener World, Bluer Sky”
Hope Deepblue, located at the west of Chengdu High-tech Zone, is a national key high-tech enterprise and the leading group member of "Carbon Peak and Carbon Neutrality". Since establishment from 1997, Hope Deepblue is not only engaged in the fields of air conditioning, refrigeration/process cooling and district/city heating, with products line covering almost all types LiBr absorption chiller and LiBr absorption heat pump, but also devoted itself to providing system/package solution to users, such as vacuum boiler, CCHP system, distributed energy system and air purification system. After years’ steady development, Hope Deepblue is well reputed as the "waste heat utilization expert" in the coking, chemical, textile, pharmaceutical, food, metallurgy, power plant and other industrial fields. Products have been exported to more than 30 countries and regions so far.
Web: https://www.deepbluechiller.com/
E-Mail: yut@dlhope.com / young@dlhope.com
Mob: +86 15882434819/+86 15680009866
Post time: Nov-14-2023



