Products

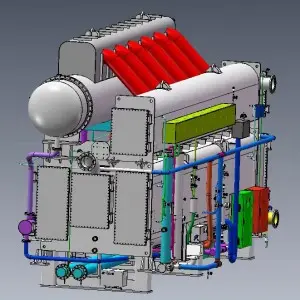
Direct Fired Absorption Heat Pump
Working Principle
At begaining of the direct fired absorption heat pump operation, the refrigerant water in the evaporator evaporates away from the surface of the heat exchange tube. As heat in the CHW is taken away from the tube, the water temperature drops and waste heat is thus recycled. The refrigerant steam generated inside the evaporator is absorbed by the concentrated solution in the absorber, and the absorbed heat heats the DHW to a higher temperature. Thus the heating effect is achieved. After that, the LiBr solution in the absorber turns into a diluted solution which is delivered by a solution pump to the heat exchanger. In the heat exchanger, the diluted solution is heated to a higher temperature and then delivered to the generator. At this point, the diluted LiBr solution in the generator is heated by the natural gas and produces refrigerant steam which directly heats the DHW in the condenser once again to a higher temperature. The diluted solution in the generator is concentrated into a concentrated solution which releases heat and cools down in the heat exchanger. Then the concentrated solution is delivered to the absorber, where it absorbs refrigerant steam from the evaporator and turns into a diluted solution. Then the next cycle by direct fired absorption heat pump begins.


Process Flow Diagram

We provide a range of innovative direct-fired absorption heat pump solutions that can be applied in various industries such as thermal power generation, oil drilling, petrochemical field, steel engineering, and chemical processing field. Geothermal heat pump manufacturers are also exploring similar applications for energy-efficient systems in these industries.
Our waste heat recovery system can use river water, groundwater, or other natural water sources to recover low-temperature waste hot water or low-pressure steam and convert it into high-temperature hot water for district heating or process heating. As geothermal heat pump manufacturers increasingly focus on sustainable energy solutions, these natural sources also provide excellent options for geothermal systems.
One of our most popular products is the double-effect absorption heat pump, which is powered by natural gas or steam and can efficiently recover waste heat. This type of system shares some operational principles with geothermal heat pump manufacturers who also design high-efficiency heat recovery systems using natural energy sources.
Double-effect absorption heat pumps have both heating and cooling functions, and are especially suitable for simultaneous heating/cooling needs. Similarly, geothermal heat pump manufacturers are developing systems capable of handling both heating and cooling, ensuring flexibility in various industrial applications.
We also offer two-phase absorption heat pumps that can raise the temperature of waste hot water up to 80°C without the need for additional heat sources. This system is ideal for industries requiring higher temperature processes. Just as geothermal heat pump manufacturers aim to optimize temperature control in their systems, our product ensures efficiency and reliability in challenging environments.
Our direct-fired absorption chiller inner systems are designed for easy operation with smart controls allowing one-button on/off, load regulation, solution concentration limit control, and remote monitoring. Our fully automatic control system ensures optimum performance with minimum maintenance. Our waste heat recovery systems are environmentally friendly, saving energy while significantly reducing emissions, making them an ideal solution for companies looking to reduce their carbon emissions. This aligns with the mission of geothermal heat pump manufacturers, who prioritize environmentally sustainable technologies.
In conclusion, our waste heat recovery solutions are a cost-effective way to increase energy efficiency, reduce emissions, and save energy. Our products are suitable for various industries and equipped with easy-to-use controls and intelligent monitoring systems. Just as geothermal heat pump manufacturers strive for innovative and sustainable solutions, we are committed to providing cutting-edge, eco-friendly products.
If you are looking for an environmentally friendly solution to your energy needs, contact us today to learn more about how our waste heat recovery systems can help your business. Direct-fired absorption heat pump may be suitable for you, and geothermal heat pump manufacturers can offer similar green energy alternatives to meet your needs.